
Posted: May 14, 2020
When metalforming, the height of the form is critical. If it’s not correct the first time, it can be a costly mistake to fix. Below you’ll find a quick-reference guide on how to achieve the proper height.
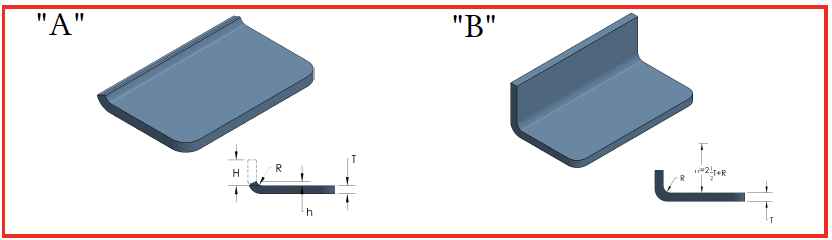
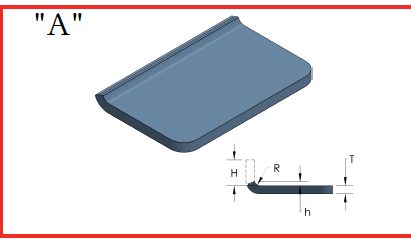
Diagram “A” illustrates a 90 degree bend with insufficient height (H) to form properly. Consequently, stock must be added so the form is high enough (H), stock is then cut-off, which means additional tooling and an additional operation.
If (H) is not high enough, the cut-off tool may not have sufficient strength to stand up for a particular material or thickness. This may result in a higher cost secondary operation such as milling.
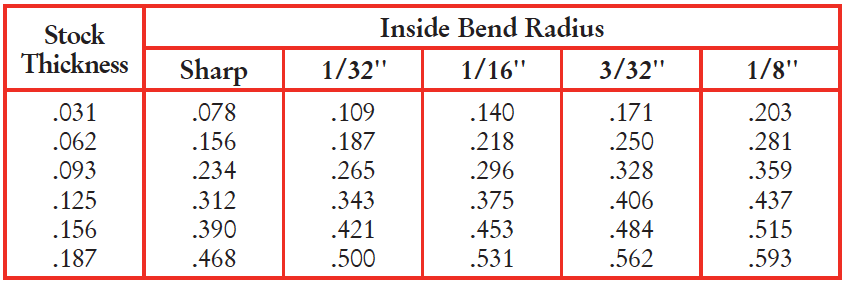
Illustration “B” indicates how to determine the minimum inside height (H), which in this case equals 2-1/2 times the material thickness (T) plus the required bend radius (R).
The concept illustrated by “B” above is converted to chart form below for convenience. These recommended minimum formed height dimensions are general to cover most variables of design, size material types, tempers and thicknesses. Properly designed small parts and easily formed materials, such as aluminum, brass, copper, and mild steel may be formed with a slightly lower minimum inside formed height (roughly 20% less).
Want more metalforming and metal fabrication tips? Get your FREE copy of the original Dayton Rogers Red Book. This powerful book is your resource for all things metalforming and stamping.
/Request%20the%20Red%20Book%20Banner.jpg?width=1200&name=Request%20the%20Red%20Book%20Banner.jpg)
Dayton Rogers is your trusted resource for sheet metal fabrication, metal stamps, metalforming and all your manufacturing company needs. Get a free quote today on your custom metal fabrication project.
LOCATIONS



