

Posted: Nov 19, 2021
In our last blog, we dove into the forth chapter of the Metalforming Design Handbook, also known as the “Red Book,” which industry leaders recognize as the go-to manual for precision metal forming practices. Chapter Four taught us about blank design. Now, join us as we take a closer look at piercing round holes in Chapter Five!
To pierce holes with economic tools and operations, the hole diameter must not be less than the stock thickness. If the hole diameter is less than the stock thickness (or less than .060), it usually must be drilled and deburred, and each of these operations is slower than punching.
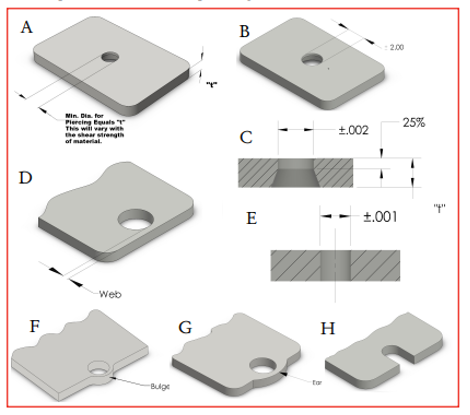
Illustration ”B” indicates a hole diameter with a tolerance of plus or minus .002”. We can pierce a hole within these limits on the punch side for approximately 25% to 30% of the material thickness as indicated in illustration “C.” The percent of thickness varies with the shear strength of the materials.
On holes where a machine finish is required, they can be punched undersized, redrilled, and reamed to size, eliminating die breakage as shown. (See Illustration “E.”)
If the web (distance between the hole and edge of material) is a minimum of the stock thickness, the hole can be punched, which is less expensive than drilling and deburring. (See Illustration “D.”)
A web that is less than the stock thickness will result in a bulge on the blank. Bulge conditions would increase progressively as the web decreases until there would be a complete break-through. However, the bulge is hardly visible until the web is reduced to less than 1/2 the stock thickness. These examples would also apply to a web between holes. (See Illustration “F.”)
If a measurable bulge is not permitted, a drilling and deburring operation may be necessary. As a suggestion, if the web is too narrow, the blank profile could be changed by adding an ear of sufficient dimensions and shape to eliminate the problem. (See Illustration “G.”)
Another suggestion would be to change the contour of the blank to include the hole as a notch. (See Illustration “H.”) The notch could either be pierced or wide enough to be included in the blank without a piercing or notching operation.
Download the Red Book!
If you’re interested in reading the full version of the Metalforming Design Handbook, click the button below.



