
Posted: May 6, 2019
The position of the metal form is vital for the success of your project.
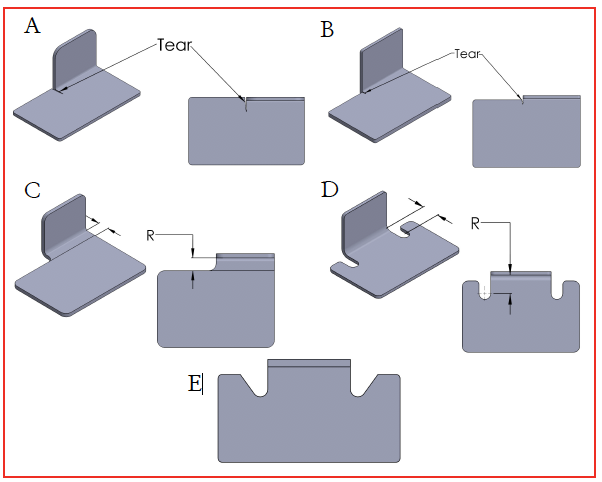
Diagram “A” illustrates a design that is not desirable for quality or economy. When the form is inside the blank profile, as shown, the material must be torn through the stock thickness and the bend radius. If the part is under stress, this tear will likely cause fatigue failures. In addition, stock tooling cannot be adapted because the flat area adjacent to the form must be held in position during forming, which means extra tooling expense.
Diagram “B” illustrates a similar condition but with the form just outside the blank profile. In this case, the tear extends to the center of the required bend radius.
Diagram “C” and “D” illustrate a possible solution by changing the blank profile to provide relief for the bend. Besides eliminating the chance of fatigue under stress, there is a possibility of using stock 90 degree vee punches and dies. The results are better quality and less expensive engineering charges. If the relief notches in illustration “D” are wide enough compared to the material thickness and the shear strength, or are designed like the relief in illustration “E”, they can be included in the blanking operation for very little engineering cost and no extra operation.
Want more metalforming and metal fabrication tips? Get your FREE copy of the original Dayton Rogers Red Book. This powerful book is your resource for all things metalforming and stamping.
Dayton Rogers is your trusted resource for sheet metal fabrication, metal stamps, metalforming and all your manufacturing company needs. Get a free quote today on your custom metal fabrication project.
LOCATIONS



